
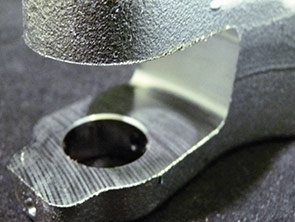
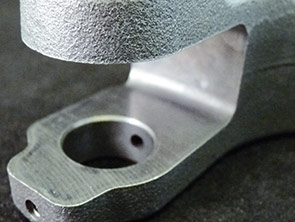
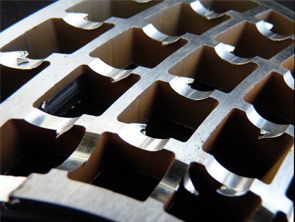
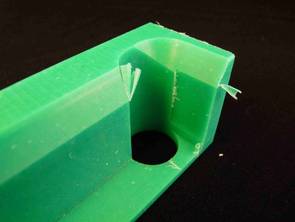
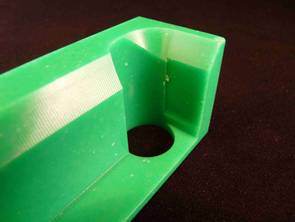
Das Verfahren ist an folgenden Bauteilen gut einsetzbar:
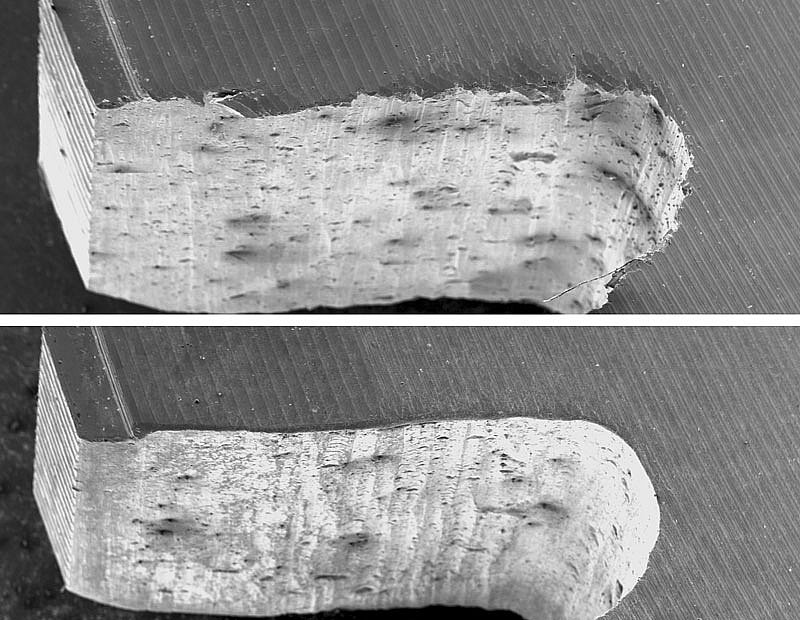
Im Vorher-nachher-Vergleich sind die Unterschiede und somit auch die Vorteile gegenüber anderen Verfahren deutlich sichtbar. Das thermische Entgraten liefert in Sekundenschnelle zuverlässige und reproduzierbare Ergebnisse. Die aufgeführten Beispiele zeigen Bauteile aus verschiedenen Branchen, sowie unterschiedlichen Werkstoffen.







































































| Methode | HOCHDRUCK-WASSERSTRAHL-ENTGRATEN |
|---|---|
| Maschine | HDW-Maschine mit 750 bar |
| Investition | ab 300.000 € |
| Anschluss |
|
| Zykluszeit | 2,5 Minuten pro Bauteil |
| Kapazität (Stück/h) | 24 Stück |
| Energiekosten |
|
| Vorteile |
|
| Nachteile |
|
| Methode | THERMISCHES ENTGRATEN |
|---|---|
| Maschine | iTEM 320NG |
| Investition | ab € 320,000 |
| Anschluss |
› Elektrizität › Methan (CH4) oder Erdgas › Sauerstoff |
| Zykluszeit | 10 Bauteile in 45 Sekunden |
| Kapazität (Stück/h) | 800 Stück |
| Energiekosten |
|
| Vorteile |
|
| Nachteile |
|
Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von Turnstile. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr Informationen